Welding stainless steel to mild steel can be tricky, but it is doable with the right tools and techniques. In this welding guide, we will walk you through the steps necessary to make a successful weld between these two types of steel. We’ll cover everything from selecting the right welding equipment to preparing the surfaces for welding. So whether you’re a beginner or an experienced welder, this guide has something for you!
Welding dissimilar materials such as mild and stainless steel
Welding dissimilar materials, such as mild and stainless steel, is a common process in many manufacturing plants. The corrosion resistance of stainless steel is often necessary for equipment in these facilities, but when the environment or service conditions permit, the material can be welded to less expensive carbon steel. In these applications, carbon steel is important in reducing costs in constructing and operating these manufacturing plants.
The most popular types of dissimilar steels that involve stainless steel are austenitic stainless steel grades, such as 1.4301 (304), or 1.4401 (316), combined with plain carbon or low alloy structural grades. These combinations are used in a wide range of industries, from bridges and railways to offshore oil rigs and chemical plants. The welding process for these materials is similar to welding stainless steel itself; however, there are a few key considerations that need to be taken into account when welding dissimilar materials.
Looking to weld cast iron? We have an article on that
TIG or stick welding of stainless steel to mild steel
For welding stainless steel, you will need a TIG welding machine or a stick welding machine. In a nutshell, stick welding of stainless steel to mild steel (carbon steel) will be performed with an E309L welding rod. This welding rod is also used for welding stainless to itself. This welding electrode can be used in all positions and produces a weld that will match the corrosion resistance of the base metal, making it ideal for welding stainless steel to mild steel.
Can you FCAW stainless steel to mild steel?
Flux-cored arc welding of stainless steel to mild steel is accomplished with the E309LT-1 FCAW Wire. This welding wire is also used to weld stainless to itself. The E309LT-X is an all-position welding wire and produces a weld that will match the corrosion resistance of the base metal, making it ideal for welding stainless steel to mild steel. When welding stainless steel to carbon steel for gas shielding, a 75/25 welding gas mixture should be used.
TIG or MIG weld stainless and mild steel: Which is better?
Welding stainless steel to mild steel can be done with either MIG welding or TIG welding. For MIG welding, you’ll need a welding machine with an ER309L (AWS A5.9 specification) type filler wire. You can also use ER309 (MIG wire with higher carbon content) for welding stainless steel to mild steel, but the weld with high carbon are not suitable for heat treatment. The welding gas used for stainless steel to mild steel MIG welding is argon + 2% oxygen. You can short arc or spray arc for welding.
For TIG welding, you’ll need a welding machine with an AC frequency of 50-60 Hz and a current of about 200 amps. The tungsten electrode should have a diameter of 3 mm and the filler wire should be ER308L (AWS A5.9 specification). The shielding gas used is argon, and the welding current should be set at about 20 amps.
Correct electrode & technique
When welding mild steel and stainless steel together, the most important factor in achieving a successful weld is using the right welding electrode. For welding mild steel to stainless steel, an electrode like 7018 is ideal, as it offers good penetration into the stainless steel while also producing a strong weld bead.
Preparing for the weld
When welding stainless steel to mild steel, it is important to use the right welding equipment and techniques. The two types of steel have different properties, so selecting the right welding equipment is important and correctly setting up the welding process. If you are a beginner welder, it is important to read and follow the welding instructions carefully.
The most important step in welding stainless steel to mild steel is preparing the surfaces for welding. The two metals need to be clean and free of contaminants, otherwise, the weld will not be strong enough. Make sure to remove all paint, rust, and other debris from the surfaces before welding.
Before welding the two pieces of steel together, you will need to prepare the surfaces. The best way to do this is by grinding them down so that they are both clean and smooth. You can use a grinding wheel or a grinder tool to do this.

Choosing the welding rod
To weld stainless steel to mild steel, you will need a welding machine, welding rods, and welding gloves. The welding machine should be set to the lowest possible welding current, and the welding rods should have a diameter of 1/8″ or 3/32″. Make sure to wear welding gloves to protect your hands from the heat of the welding process.
Although a regular 308 type filler may be used to join 304 types of stainless steel to carbon steel, more highly alloyed fillers, such as the 309 variety (23 12L to BS EN 12072), are preferable. This should alleviate the formation of cracking in the weld dilution zone when a 308 type filler (19 9L to BS EN 12072), where there may be an insufficient ferrite level and martensite may develop on cooling.
What to look out for when welding stainless and mild steel
Once the surfaces are prepared, you can start welding. Begin by welding in a small area, and make sure that the weld is consistent and neat. Do not move too quickly, as this can cause weld defects. Once you have finished welding in one area, move on to the next one.
There are some best practices for welding that stay constant regardless of the similarity of the materials being welded. Here are a few key points to remember:
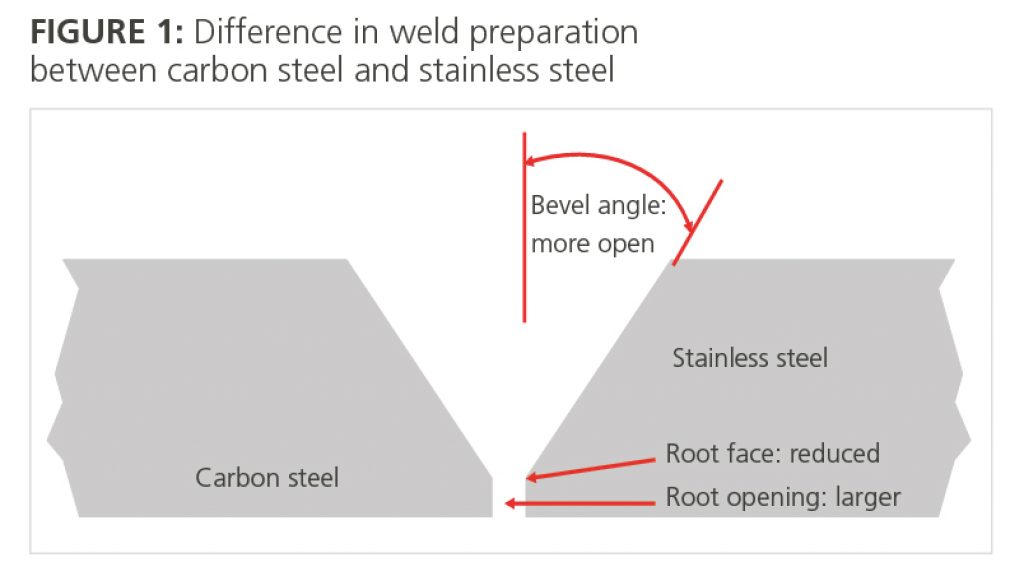
A key point is to prepare a chamfer on the edges of the material where both pieces join. This will help the weld to flow in and leaves a flusher result. Finally, have a scrap piece of metal at the edge of your joint to ignite the arc. This will help create a cleaner-looking weld with enough volume and flow at the start of the weld bead.
Be aware of the effect material will have once contaminated during welding
As an example, when joining 304L stainless steel to mild steel, the most commonly recommended filler metal is 309L. During the welding process, the weld becomes diluted with some of the stainless steel from one side of the joint and some of the mild steel from the other side, mixing in material from each side of the weld. The goal is to create a final weld deposit whose chemistry is compatible with each side of the weld joint. Using 309L filler metal achieves this goal when joining 304L stainless steel to mild steel.
Matching the mechanical properties of each type of material is important, as well. Attaining a mechanical match is a function of having the correct chemistry and a reflection of the heat created by the welding procedure. When welding any type of stainless steel to carbon steel, you must use a filler metal that matches or slightly exceeds the mechanical properties of the weaker of the two materials.
How to avoid warping, cracking, and oxidization
Welders should be aware of the potential problems that can occur when welding stainless steel to mild steel. Differences in the coefficient of thermal expansion and thermal conductivity can cause some difficulty when welding dissimilar materials. Stainless steel will naturally want to expand and contract more as a result of the high heat seen during welding.
Conversely, carbon steel (particularly mild steel) is a good conductor of heat and therefore will cool more rapidly and shrink faster as the joint cools. These differences add to the stress on the joint, creating as both sides expand with heat and contract with cooling. This can cause warping or misalignment of a dissimilar metal weld. It can also cause cracking if the stresses created by differences in thermal expansion and contraction exceed the strength of either material.

Dealing with restrained joints
When welding stainless steel to carbon steel, welders should avoid highly restrained joints that create high stresses as the joint is heated and cools down to address these two issues. If a highly restrained joint configuration is required, use modest heat input and some pre-heating to delay the cooling of the joint after welding is completed. Insulating the weld joint after the last weld pass also will slow cooling and help prevent thermal stresses from cracking a joint.
Contamination of the weld joint and the resulting weld is a serious problem that often causes ‘hot’ cracking. Contaminants can react with carbon steel or stainless steel to produce minute amounts of weld material with drastically lower melting temperatures. These microscopic areas of low-melting-point contaminants are the last to freeze as the weld cools. As a result, they can become cracks as the weld metal cools and shrinks. These hot cracks can be easily seen if the problem is severe, but they can also be micro-cracks that are invisible to the naked eye.
Conclusion to welding stainless and mild steel
Welding stainless steel and mild steel can be tricky, but with the right tools and techniques, it is doable. In this welding guide, we walk you through the steps necessary to make a successful weld between these two types of steels. I’ve everything from selecting the right welding equipment to preparing the surfaces for welding. So whether you’re a beginner or an experienced welder, I hope this guide has something for you!


Rob Steven
I'm Rob Steven with more than 10+ years of experience in the welding field, I have done my welding degree from Central Louisiana Technical Community College, it was always fun and passion for me going into welding. Now being a passionate welder I also blog about welding.



